|
公司基本資料信息
|
|||||||||||||||||||||||||||||||||||
(2)成型模具溫度略高于機筒溫度。高出溫度控制在5---10℃。模具兩端溫度略高于模具中何溫度,高出溫度控制在5-10℃。
(3)入片形式,三輥的中間輥上輥面應與模具唇口下平面在一個水平面上;唇口端面與中間輥中心線平行,相距50~100mm。
(4)模具唇口間隙應略小于或等于板制品厚度,模唇中間間隙應略小于兩側端模唇間隙。
(5)注意三輥工作面粗糙度R應不大于0. 2pm。清汽車內飾片材擠出機理輥面時不許用硬鋼刀刮劃輥面,應使用銅質刀清理輥面殘料。
(6)輥面應有一些中高度;三輥間的間隙應等于或略大于板的厚度。
(7)成型模具溫度控制要穩定。汽車內飾片材擠出機溫度高時熔料在模具內流動速度變快;溫度低時熔料在模具內流動速度變慢。不穩定的熔料流速會造成板(片)制品的縱向厚度誤差大。
(8)注意控制三輥的工作面溫度,應是進片輥溫度略高些,出片輥溫度略低些。輥面溫度偏高,板坯不易脫輥,制品表面易產生橫紋;溫度偏低,制品表面不光澤。根據此現象,輥面溫度控制要及時調整。
(9)三輥的運轉速度要略高于板坯從模具口的擠出速度,一般速度差不超過10%。三輥工作速度要控制平穩,過快或過慢的運行速度對板的厚度誤差都有較大影響。
(10)聚烯烴類塑料擠出成型板(片)材時,螺桿選用突變型結構,壓縮比為(3-4):1,熔體流動速率為:HDPE 0. 3~2.0g/10min,LDPE 0.1~0.3g/1Omin,PP 0.5~1. 5g/10min。ABS等非結晶型高聚物樹脂擠出成型板(片)材,應選用漸變型螺桿,壓縮比為(1.6一2. 5):1。
(11)塑料板(片)的擠出成型,除了聚氯乙烯、聚乙烯和聚丙烯樹脂擠出前一汽車內飾片材擠出機般情況下不進行除濕處理外,其他一些塑料(如ABS、聚酰胺等)都應在擠出前要求進行除濕于燥處理。否則,應使用排氣型擠出機擠出成型。

塑料片材是指將塑料原料(粒子)在塑料擠出機或塑料壓延機中加熱,v熔化后,擠壓或壓延出厚度在0.25-1.00mm左右的
塑料卷材。板材厚度大于1mm(厚可達40mm)[1]
這類材料主要有PVCPE.PPHIPS.ABS.PC.PS等
持點:耐熱性好、耐化學腐蝕性好、機械強度高、電絕緣性能可靠、衛生性好、具有優良的化學穩定性。組成
合成樹脂
合成樹脂是塑料的主要成分,其在塑料中的含量一般在40%~汽車內飾片材擠出機。由于含量大,而目樹脂的件質常常決定了塑料的性質,所以人們常把樹脂看
成是塑料的同義詞。例如把聚氯乙烯樹脂與聚氯乙烯塑料、酚醛樹脂與酚醒塑料混為一談。其實樹脂與塑料是兩個不同的概念。樹脂是
一種未加的原始聚合物,它不僅用于制造期料,而且還是涂料,膠粘劑以及合成纖維的原料。而塑料除了極少一部分含的樹脂外,絕大多
數的塑料,除了主要組分樹脂外,還需要加入其他物質。填料
填料又叫填充劑,它可以提高塑料的強度和耐熱性能,并降低成本。例如酚醛樹脂中加入木粉后可大大降低成本,使
酚醛塑料成為廉價的塑料之一,同時還能顯著是高機械強度,填料可分為有機填料和無機填料兩類,前者如木粉,碎布,紙張和各種織物
纖維等,后者如坡璃纖維,碎藻十,石棉,炭黑等,增塑劑
增塑劑可增加塑料的可塑性和柔軟性,汽車內飾片材擠出機降低晚性,使朔料易于加工成型。增塑劑一般是能與樹脂混溶,無毒,無皇,對光、熱穩定的高沸點有
機化合物,常用的是鄰苯二甲酸酯類。例如牛產聚氯7烯塑料時,若加入較多的增塑劑便可得到軟質聚氟7烯期料,若不加或少加增朔劑
(用量<10%),則得硬質聚氯乙烯塑料。穩定劑
為了防止合成樹脂在加工和使用過程中受光和熱的作用分解和破壞,延長使用壽命,要在期料中加入穩定劑,常用的有硬脂酸鹽,環氧樹脂
等,著色劑
著色劑可使塑料具有各種鮮艷、美觀的顏色,常用有機染料和無機顏料作為著色劑。潤滑劑
潤滑劑的作用是防止塑料在成型時不粘在金屬模具上,同時可使塑料的表面光滑美觀。常用的潤滑劑有硬脂酸及其鈣鎂鹽等。
除了上述助劑外,塑料中還可加入阻燃劑、發泡劑、抗靜電劑等,以滿足不同的使用要求。螺桿式擠出機的工作機理是依靠螺桿旋轉產生所的壓力及剪切力,能使得物料可以充分進行塑化以及均勻混合,通過口模成型;所以有時使用一臺擠出機就能夠同時完成混合,塑化以及成型等一系列工藝,從而進行連續的生產。
此外柱塞式擠出機的工作機理主要是靠借助柱塞壓力,先將事先塑化完畢的物料從口模擠出而達到成型的效果。物料筒內的物料在擠出完之后柱塞會退回,等到添加新一輪塑化物料后再接著進行下一輪的操作,這種生產工藝屬于不連續生產,并且對物料基本不能進行充分攪拌以及混合,此外本生產還需進行預先塑化,因此在實際生產進行中通常不常選用本法,僅能適用于流動性極差或者是黏度非常大的塑料,就像硝酸纖維素塑料這種塑料制品的成型加工。
:制作不同塑料制品時,擠出機的操作要點是各不相同的,但也有其相同之處。下面簡要介紹擠出各種制品時相同的操作步驟和應注意的擠出機的操作要點。
1、開車前的準備工作
⑴用于擠出成型的塑料。原材料應達到所需要的干燥要求,汽車內飾片材擠出機必要時需作進一步干燥。并將原料過篩除去結塊團粒和機械雜質。
⑵檢查設備中水、電、氣各系統是否正常,保證水、氣路暢通、不漏,電器系統是否正常,加熱系統、溫度控制、各種儀表是否工作可靠;輔機空車低速試運轉,觀察設備是否運轉正常;啟動定型臺真空泵,觀察工作是否正常;在各種設備滑潤部位加油潤滑。如發現故障及時排除。
⑶裝機頭及定型套。根據產品的品種、尺寸,選好機頭規格。按下列順序將機頭裝好。
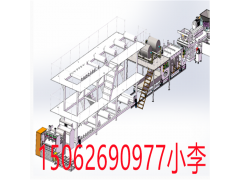
基礎設備1、密煉機 2、提升機 3、錐雙喂料機 4、單螺桿造粒機 5、成型模具 6、三輥 7、電暈處理 8、牽引機 9、切割機 10、堆放成品
http://znskl.com/
?
內飾隔音片材擠出機 http://znskl.com/contents/180/51.html
內飾隔音片材生產線 http://znskl.com/contents/182/157.html
汽車內飾隔音片材擠出機 http://znskl.com/contents/182/158.html
彈性體跑道卷材生產線 http://znskl.com/contents/180/146.html
EVA汽車隔熱片材擠出機 http://znskl.com/contents/180/145.html
內飾片材擠出機廠 http://www.ld21.bsjdl.com/sell/index.php?itemid=25418