|
公司基本資料信息
|
|||||||||||||||||||||||||||||||||||
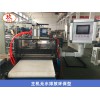
擠出工藝:
單螺桿喂料機----JDL-150單螺桿擠出機------液壓板式換網器---模具接口----熔體泵系統----擠出機模具----二輥壓光機------二輥壓花機-----四輥模溫機------托架冷卻----冷卻牽引切邊裝置----計米器----在線剪板機----主機采用:PLC控制
加工物料:TPU片材(軟質)
產 能:400-500公斤/小時(
注意事項:取決于配方、工藝、生產條件)
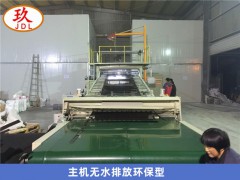
設備特點:
1.主機零水排放,環保型,不需要接外循環水冷卻,不用徘外水.
2.采用環保型控加熱系統,節能:10-20%電費,每噸能節省電費10元,每年大概能節約電費3萬
3.環保型:輥筒冷卻不用徘外水;采用閉環循環系統
4.減少成本:3米*3米*2.5米冷卻水池;60立方冷卻水塔及4KW高壓水泵2臺及管道,10天施工費用:能減少固定成本:10-12萬元左右.

TPU擠出雙螺桿主機注意事項:
1、使用前螺桿需要進行清洗,可使用PP或HDP在較高溫度下清洗。也可以用清潔劑進行清洗。
2、TPU的摩擦系數較高,定形較為困難,冷卻水槽的長度應比其他熱塑性材料長,硬度大的TPU比較容易成形。
3、成型溫度根據不同廠家的材料而定,硬度越大擠出的溫度越高。加工溫度進料段到計量段增加10--20℃。
4、芯線必須干燥,無油污,以防止因熱發生氣泡。并保證佳的結合性。
5、螺桿轉速太快因剪切應力而導致摩擦過熱,轉速設定應控制在12-60rpm,具體值按螺桿直徑而定。直徑越大轉速越慢。各家材料有所不同,應注意供應商的技術要求。
6、機頭設計應該是流線型的,不應存在死角,以保證材料的順暢流動。模套的承線可以適當加長,模型模套間夾角設計在8-12°之間比較合適,以降低剪切應力,防止生產過程中產生眼屎以及穩定擠出量。
7、單螺桿擠出機螺桿壓縮比1:2-1:3之間皆適用,好是1:2.5,三段式螺桿長徑比佳為25,良好的螺桿設計可避免激烈摩擦引起材料的分解裂化。假設螺桿長度為L,進料段為0.3L,壓縮段為0.4L,計量段為0.3L,螺筒與螺桿間隙為0.1-0.2mng機頭處的蜂巢板需有1.5-5mm的孔洞,使用2片400孔/cmsq的濾網(約50目)。擠出成型時一般需要更大的馬力的馬達,防止馬達因過載失速或燒壞.
設備保養
1、機器設備在運用一定時間過后要做一次多方位的查驗,查驗全部螺絲釘的緊松情況。
2、若遇生產制造間斷電,主傳動系統和加熱 終止 ,當恢復正常送電時,務必將料筒每段從新 加熱 到要求的溫度并保溫 一定時間后才 能啟動擠出機。
3、雙螺桿擠出機運用五百 小時后,減速器中 會出現傳動齒輪磨出來的 鐵銷或其他雜物 ,因此,應清理傳動齒輪與此同時 更換減速器工業潤滑油。
4、如發覺儀表盤、指示針的轉向滿度,應 查驗熱電阻等邊框線的接觸是不是優良。