|
公司基本資料信息
|
|||||||||||||||||||||||||||||||||||

(2)成型模具溫度略高于機筒溫度。高出溫度控制在5---10℃。內飾隔音片材代加工_內飾隔音片材代加工_佳德塑機 模具兩端溫度略高于模具中何溫度,高出溫度控制在5-10℃。
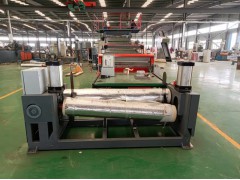
(3)入片形式,三輥的中間輥上輥面應與模具唇口下平面在一個水平面上;唇口端面與中間輥中心線平行,相距50~100mm。
(4)模具唇口間隙應略小于或等于板制品厚度,模唇中間間隙應略小于兩側端模唇間隙。
(5)注意三輥工作面粗糙度R應不大于0. 2pm。清理輥面時不許用硬鋼刀刮劃輥面,應使用銅質刀清理輥面殘料。
(6)輥面應有一些中高度;三輥間的間隙應等于或略大于板的厚度。
(7)成型模具溫度控制要穩定。溫度高時熔料在模具內流動速度變快;溫度低時熔料在模具內流動速度變慢。不穩定的熔料流速會造成板(片)制品的縱向厚度誤差大。
(8)注意控制三輥的工作面溫度,應是進片輥溫度略高些,出片輥溫度略低些。輥面溫度偏高,板坯不易脫輥,制品表面易產生橫紋;溫度偏低,制品表面不光澤。根據此現象,輥面溫度控制要及時調整。
(9)三輥的運轉速度要略高于板坯從模具口的擠出速度,一般速度差不超過10%。三輥工作速度要控制平穩,過快或過慢的運行速度對板的厚度誤差都有較大影響。聚烯烴類塑料擠出成型板(片)材時,螺桿選用突變型結構,壓縮比為(3-4):1,熔體內飾隔音片材代加工_內飾隔音片材代加工_佳德塑機 流動速率為:HDPE 0. 3~2.0g/10min,LDPE 0.1~0.3g/1Omin,PP 0.5~1. 5g/10min。ABS等非結晶型高聚物樹
轉與固定的機筒之間產生的剪切應力作用在塑料顆粒上,實現對軟化塑料的破碎。而***主要的則是以螺桿旋轉產生足夠大的連續而穩定的推力和反向摩擦力,以形成連續而穩定的擠出壓力,進而實現對破碎塑料的攪拌與均勻混合,并初步實行熱交換,從而為連續而穩定的擠出提供基礎。在此階段產生的推力是否連續均勻穩定、剪切應變率的高低,破碎與攪拌是否均勻都直接影響著擠出質量和產量。在熔融段,經破碎、軟化并初步攪拌混合的故態塑料,由于螺桿的推擠作用,沿螺槽向機頭移動,自加料段進入熔融段。在此段塑料遇到了較高溫度的熱作用,這是的熱源,除機筒外部的點加熱外,內飾隔音片材代加工_內飾隔音片材代加工_佳德塑機 螺桿旋轉的摩擦熱也在起著作用。而來自加料段的推力和來自均化段的反作用力,使塑料在前進中形成了回流,這回流產生在螺槽內以及螺桿與機筒的間隙中,回流的產生不但使物料進一步均勻混合,而且使塑料熱交換作用加大,達到了表面的熱平衡。汽車內飾片材擠出機代加工 http://www.ld02.bsjdl.com/sell/index.php?itemid=18662
汽車內飾卷材代加工 http://www.ld02.bsjdl.com/sell/index.php?itemid=18663
EVA汽車內飾片材代加工 http://www.ld02.bsjdl.com/sell/index.php?itemid=18841
EVA汽車隔音片材代加工 http://www.ld02.bsjdl.com/sell/index.php?itemid=18894