|
公司基本資料信息
|
|||||||||||||||||||||||||||||
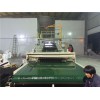
 EVA片材生產線_EPDM片材生產線比,熔體輸送段對混合的影響小得多。換言之,分散相顆粒尺寸在軟化(對無定型聚合物)階段或熔融階段(對半結晶聚合物)變化很大,而當聚合物完全熔融后其分散相顆粒尺寸變化不大。這就提醒人們,嚙合同向雙螺桿擠出過程的熔融階段也就是混合開始的階段。因而,應當把熔融段和混合段的螺桿構型統一起來考慮。圖6表示出W&P公司雙螺桿組合設計中,齒形元件和其它元件組成的增加分布混合強度的螺桿構型,而圖7為由二頭和三頭捏合塊組成的適于增加熔融混合強度的螺桿構型,圖8為用于分布混合和分散混合的由捏合塊和螺紋元件組成的螺桿構型。TME—渦輪混合元件 LH—左旋KB—捏合塊 SB—單頭反向螺紋元件圖6 W&P公司增加分布[1]混合的螺桿構型圖7 由二頭和三頭捏合塊組成的增加混合強度的混合段[1]2 整根螺桿構型設計[3]整體螺桿組合設計是個復雜問題,目前尚無公式可循,一般是根據經驗-理論-實驗反向螺紋元件 (b)正向捏合塊十反向螺紋元件(c)正向捏合塊 (d)反向非對稱大導程螺紋元件圖3 用于熔融的局部螺桿構型[2](a)正向捏合塊+反向螺紋元件 (b)反向捏合塊(c)正向捏合塊與正向螺紋元件相間排列至排氣口圖4 Berstorff公司用于熔融的螺桿構型[1]量,而且熔體壓力也很高。這說明這種螺桿構型耗散了過多的機械能,除使物料熔融外,還使熔體溫度大大升高,顯然這不是最佳。研究發現[1],對某些聚合物,在二頭螺紋元件系統中使用三頭捏合塊會更好地實現熔融,與相當的二頭捏合塊相比,它能提供更有效的能量輸入。這是由于在三頭捏合塊的嚙合區兩螺桿的相互作用及最大、最小剪切速率間較小的差別而使能量更均勻地輸入造成的。它對熔融結晶性工程樹脂特別有效。而采用標準的二頭正向和中性捏合塊時,捏合塊中的漏流縮短了物料在高剪切區的環流,熔融會不徹底。反向螺紋元件除了前述商務網站: http://www.dogfuns.com.cn/
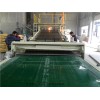
EVA片材生產線_EPDM片材生產線比,熔體輸送段對混合的影響小得多。換言之,分散相顆粒尺寸在軟化(對無定型聚合物)階段或熔融階段(對半結晶聚合物)變化很大,而當聚合物完全熔融后其分散相顆粒尺寸變化不大。這就提醒人們,嚙合同向雙螺桿擠出過程的熔融階段也就是混合開始的階段。因而,應當把熔融段和混合段的螺桿構型統一起來考慮。圖6表示出W&P公司雙螺桿組合設計中,齒形元件和其它元件組成的增加分布混合強度的螺桿構型,而圖7為由二頭和三頭捏合塊組成的適于增加熔融混合強度的螺桿構型,圖8為用于分布混合和分散混合的由捏合塊和螺紋元件組成的螺桿構型。TME—渦輪混合元件 LH—左旋KB—捏合塊 SB—單頭反向螺紋元件圖6 W&P公司增加分布[1]混合的螺桿構型圖7 由二頭和三頭捏合塊組成的增加混合強度的混合段[1]2 整根螺桿構型設計[3]整體螺桿組合設計是個復雜問題,目前尚無公式可循,一般是根據經驗-理論-實驗反向螺紋元件 (b)正向捏合塊十反向螺紋元件(c)正向捏合塊 (d)反向非對稱大導程螺紋元件圖3 用于熔融的局部螺桿構型[2](a)正向捏合塊+反向螺紋元件 (b)反向捏合塊(c)正向捏合塊與正向螺紋元件相間排列至排氣口圖4 Berstorff公司用于熔融的螺桿構型[1]量,而且熔體壓力也很高。這說明這種螺桿構型耗散了過多的機械能,除使物料熔融外,還使熔體溫度大大升高,顯然這不是最佳。研究發現[1],對某些聚合物,在二頭螺紋元件系統中使用三頭捏合塊會更好地實現熔融,與相當的二頭捏合塊相比,它能提供更有效的能量輸入。這是由于在三頭捏合塊的嚙合區兩螺桿的相互作用及最大、最小剪切速率間較小的差別而使能量更均勻地輸入造成的。它對熔融結晶性工程樹脂特別有效。而采用標準的二頭正向和中性捏合塊時,捏合塊中的漏流縮短了物料在高剪切區的環流,熔融會不徹底。反向螺紋元件除了前述商務網站: http://www.dogfuns.com.cn/
電纜料造粒機: http://www.bs10.bsjdl.com/
PET顆粒: http://www.bs11.bsjdl.com/
商務網站: http://www.dogfuns.com.cn/
片材擠出機: http://www.bs12.bsjdl.com/




 [VIP第8年] 指數:6
[VIP第8年] 指數:6 通過認證
通過認證